HACCP认证危害分析与关键控制点体系认证
HACCP认证培训危害分析与关键控制点体系内审员培训
HACCP认证辅导危害分析与关键控制点体系建立辅导
HACCP认证申请危害分析与关键控制点体系认证申请
价格费用优惠面议
公司机构正规
审核流程协助推进
适用标准GB/T27341
周期40天左右
审核材料协助整理
申请资料咨询协助
HACCP认证顾问协助建立HACCP体系
清洁和消毒
1手的清洗消毒
1.1所有进入生产岗位与原料、辅料、半成品、成品直接接触的员工,在操作前必须按规定程序清洗双手并进行消毒;方可进入生产。
1.2手清洗消毒的程序为:
清水洗手→烘干→75%酒精消毒→干手机干手→带一次性无菌手套→75%酒精喷手消毒。
1.3洗手频率和要求
操作人员的手必须保持清洁卫生,在下列情况时,必须对双手进行清洗消毒:
a. 开始工作之前;
b. 上厕所之后;
c. 处理不干净的原材料、废料、垃圾之后;
d. 清洗设备、器具,接触不干净的用具之后;
e. 用手挖耳、擤鼻,用手捂嘴咳嗽之后;
f. 接触其他有污染可能的器具或物品之后;
g. 从事其他与生产无关的活动之后。
1.4每班生产结束后由人员对各洗手点进行检查,以确保所需物品齐全。
2洗手设施
2.1必须在加工间进口处或其他适宜的位置配备与生产人员数量相当的洗手设施。
2.2洗手池须配有洗手液、干手机和酒精喷雾器(消毒用)等设施。
3厕所
3.1厕所与加工加工间分开,相隔距离在30米以上。
3.2厕所保持良好的通风,有防蚊蝇设施,保持厕所内的上下水畅通,地面没有积水。
3.3厕所内设有洗手设施,设专人负责厕所的卫生,及时对厕所进行清理,并定期消毒。
4与食品接触表面的清洁
4.1生产加工用工器具、盛器、机械设备的材料均为耐腐蚀、不生锈、不吸水、易清洗消毒的不锈钢材料或耐腐蚀、不易脱落的食品级塑料制成。严禁使用不便于清洗消毒制成的加工用器具。
4.2食品接触面应制造和设计得易于清洁和消毒,任何缝隙或关节应连接光滑;表面不可导致积水和污物积累。
5工作服的卫生
5.1生产员工的工作服应适时更换清洗消毒,保持清洁; 工作服、胶鞋保持清洁,无可见污物。
5.2生产员工应每天更换工作服,确保工作服无异味、无污物。
5.3洁净加工间的工作服,每次清洗烘干后用臭氧消毒半小时。
6及纠正
6.1加工间对加工间内的卫生状况及员工的个人卫生包括工作服、鞋、帽的穿戴情况进行巡回检查,不符合要求的要立即纠正。加工间对清洗过的工器具、盛器及工作台案进行外观检查,如果没有达到要求,要求清洁人员重新进行清洗消毒,同时加工间不允许开工,至清洁状况符合要求。
6.2生产负责对与食品接触表面的清洁效果进行监督检查
6.3生产随机检查消毒液浓度,对温度或浓度不符合要求的要重新进行消毒。
6.4生产不定时检查加工间是否按照要求进行紫外线消毒,并检查记录。
1.0目的:
1.1为了规范公司车间现场5S管理,使现场产品摆放整齐、有序,同时减少产品在实现与交付过程因码垛产生的质量及不易统计等问题,特制定本办法。
2.0适用范围:
适用于本公司内,在产品实现、交付过程中对所有纸箱成品的码垛。
3.0定义:
3.1码垛:指在产品实现、交付过程中对产品在卡板上进行堆放的一种操作。
4.0职责:
4.1生产部:负责按文件规定要求,对产品实现、交付过程的产品进行码垛;
4.2品管部:负责监督生产在产品实现、交付过程中对产品的码垛是否规范,并提出纠正与整改

◆是否对所有原料、辅料和与产品接触的材料的特性进行了描述?描述的详略程度,是否能保证实施危害分析时的需要?
◆适用时,特性描述的内容是否包括以下方面:
①配制辅料的组成,包括添加剂和加工助剂;
②产地;
③包装和交付方式;
④贮存条件和保质期;
◆是否描述了危害评价的方法?
◆是否根据危害发生的可能性和危害后果的严重性来确定危害是不是显著危害?是否考虑了发生概率、交叉污染的风险、侵入或污染步骤、残存和繁殖的可能?
◆是否记录了食品安全危害评价的结果?
◆是否针对已评价出的危害选择了适宜的控制措施(或控制措施组合)?是否对控制措施的有效性进行了评价?
◆是否对所选择的控制措施进行了分类,以决定是否需要通过操作性前提方案或HACCP计划对其进行管理?
◆是否将对控制措施进行分类的方法和参数形成了文件?是否保存了控制措施评价结果的记录?
◆关键控制点CCP的控制措施是否由HACCP计划来管理?其余危害的控制措施是否由操作性前提方案OPRP来管理?
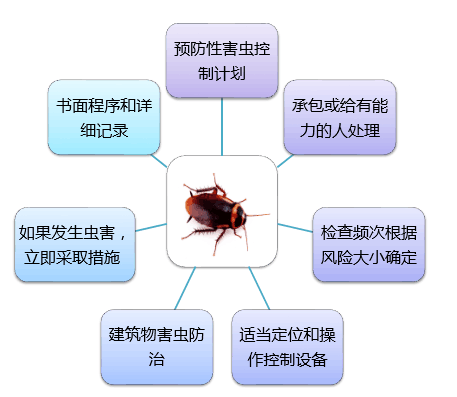
异物源的评估、控制
1 异物源的评估
HACCP小组具体负责异物源的评估;具体执行《危害分析关键控制点控制程序》及《工厂HACCP计划》
2 异物源的控制
2.1 原物料的采购只能从经审核合格的供应商处进行,且现有供应商须定期审核。相关内容参见《采购控制程序》、《供方管理控制程序》
6.1.2.2 生产部、维修科在新工艺设施、设备的设计及现有工艺设施、设备的改造、维护过程中应对潜在的异物源进行评估并采取一定的措施来避免异物源的存在。
2.3 为确保公司产品安全、有效剔除异物,以防止污染产品,执行《危害分析关键控制点控制程序》
2.4 公司积极鼓励员工发现异物,实施《关于员工发现异物的奖励制度》
2.5 跟进/纠正措施
2.6 当异物被发现时应进行跟进并采取纠正措施,执行《纠正和预防措施控制程序》
2.7 生产部执行“开班检查”,发现异物隐患后,及时去除。
随着工业化进程的加速,越来越多的商品需要得到有效的保护。和其他的包装材料相 比,瓦楞纸箱有着自身的优势:成本低、便于回收、成型前体积小、强度大等优点,深得客 户喜爱。
有效的保护内装物是瓦楞纸箱的意义所在,提高对纸箱可靠性的关注程度就变得尤为 重要。换句话说,就是箱子在其整个寿*能否良好的完成堆码、仓储、流通等环节中的各 项功能。那么能否赋予一个箱子这些优良的可靠性,并且做到结构设计和成本合理是由多方 面因素共同影响的。
下面,就谈一谈自己认为的一些较为重要的影响因素。
1.原纸对瓦楞纸箱可靠性的影响 从原纸生产厂家开始,就已经对纸箱的抗压性能产生影响了。瓦楞原纸是纸箱生产的基 本材料,原纸性能是否优良直接关系着终成箱的质量。要生产抗压强度合格的纸箱,有效 的保证纸箱的可靠性,首先要从原纸的质量开始管控。
总经理以食品安全为基础,针对公司的实际情况制定食品安全方针,并以文件形式发布,传达到全体员工,同时应确保所制定的食品安全方针:
a)与公司在食品链中的作用相适应;
b)符合法律法规要求和与顾客商定的食品安全要求;
c)在本公司内各层得到沟通、实施并保持,并对其持续适宜性进行评审;
d)确保关于食品安全方针的沟通是充分的;
e)包括对满足要求和持续改进HACCP体系有效性的承诺;
f)提供制定和评审食品安全目标的框架;食品安全方针应由量化的目标来支持。
总经理组织制定食品安全目标,负责达到实现目标和对相关的活动充分控制。
公司确保食品安全目标建立在食品安全方针的基础上,并以食品安全方针为框架,便于展开,内容要能测量,目标体现分阶段实现和经努力能够实现。
根据上述要求,公司制定了食品安全目标及各部门分解质量目标见手册附件1:
总经理组织有关人员对HACCP体系进行策划,以保证食品安全目标的顺利实现,满足HACCP体系的建立、保持,实施标准的要求。
对HACCP体系的变更进行策划和实施时,必须经总经理批准,保持HACCP体系的完整性。
http://lsjsqd.b2b168.com